 При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
Способы сваривания металлов
Самый распространённый вариант соединения металлических деталей — это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:
 степень механизации производства дуговой сварки — ручная и автоматическая;
степень механизации производства дуговой сварки — ручная и автоматическая;- характер ограждения места стыковки: под флюс, в защитном газе, на открытом воздухе;
- род электрического тока — переменный или постоянный;
- оборудование: трансформаторы и сварочные инверторы;
- разновидность газа, применяемого для защиты;
- полярность — обратная или прямая;
- вид электродов для сварки: плавящиеся, несгорающие и другие.

Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.
Виды стержней для ручной сварки
 Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Другие параметры обозначают деление: по толщине слоя покрытия (тонкие, средние и толстые), роду тока (постоянный и переменный), составу обмазки (кислотный, основной, рутиловый) и пространственному расположению электрода. Сечение стержня и качество шва также имеют свою шифровку.
Обозначения электродов
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:
 Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.- Марка электродов — полностью зависит от производителя, подобие фирменного знака.
- Диаметр проволоки под обмазкой изменяется в пределах 1,6―12,0 мм, но чаще применяется размер 3―5 мм и входит в обозначение конкретной цифрой после указания марки.
- Функция — изготовленные для работы с углеродистыми сталями прочностью до 60 кг/мм2 сварочные электроды: маркировка и назначение заключены в букве У; легированные конструкционные выше 60 кг/мм2 — Л; с низким коэффициентом теплопроводности — Т; в присутствии большой доли примесей — В, а наплавочные — Н.
- Толщина обмазки — по соотношению диаметров слоя покрытия и внутренней проволоки: тонкое — М (до 1,20), среднее — С (1,21―1,45), толстое — Д (1,46―1,80), особо толстое — Г (свыше 1,80).
- Группа качества шва — их три: 1, 2, 3. Большему номеру соответствуют повышенные требования по прочности и рабочей температуре.
- Вид обмазки: А — кислотное, Б — основное покрытие (фтористо-кальциевое), Ж — с повышенным содержанием железа, Р — рутиловое, Ц — целлюлозное и комбинированное — АЦ, БЦ, РЦ.
- Пространственное расположение шва: 1 — все, включая потолочный; 2 — кроме вертикального, направленного сверху; 3 — по отвесу и по уровню; 4 — горизонтальное нижнее.
- Напряжение холостого тока трансформатора и полярность постоянного сварочного тока: маркировка сварочных электродов и их расшифровка осуществляются по специальным таблицам, в которых индексы помечаются цифрами от 0 до 9.

Недостаточно просто ознакомиться с условными обозначениями, нанесёнными на упаковку — их надо прочитать. Для этого потребуется заглянуть в справочники.
Определение свойств изделия по шифру
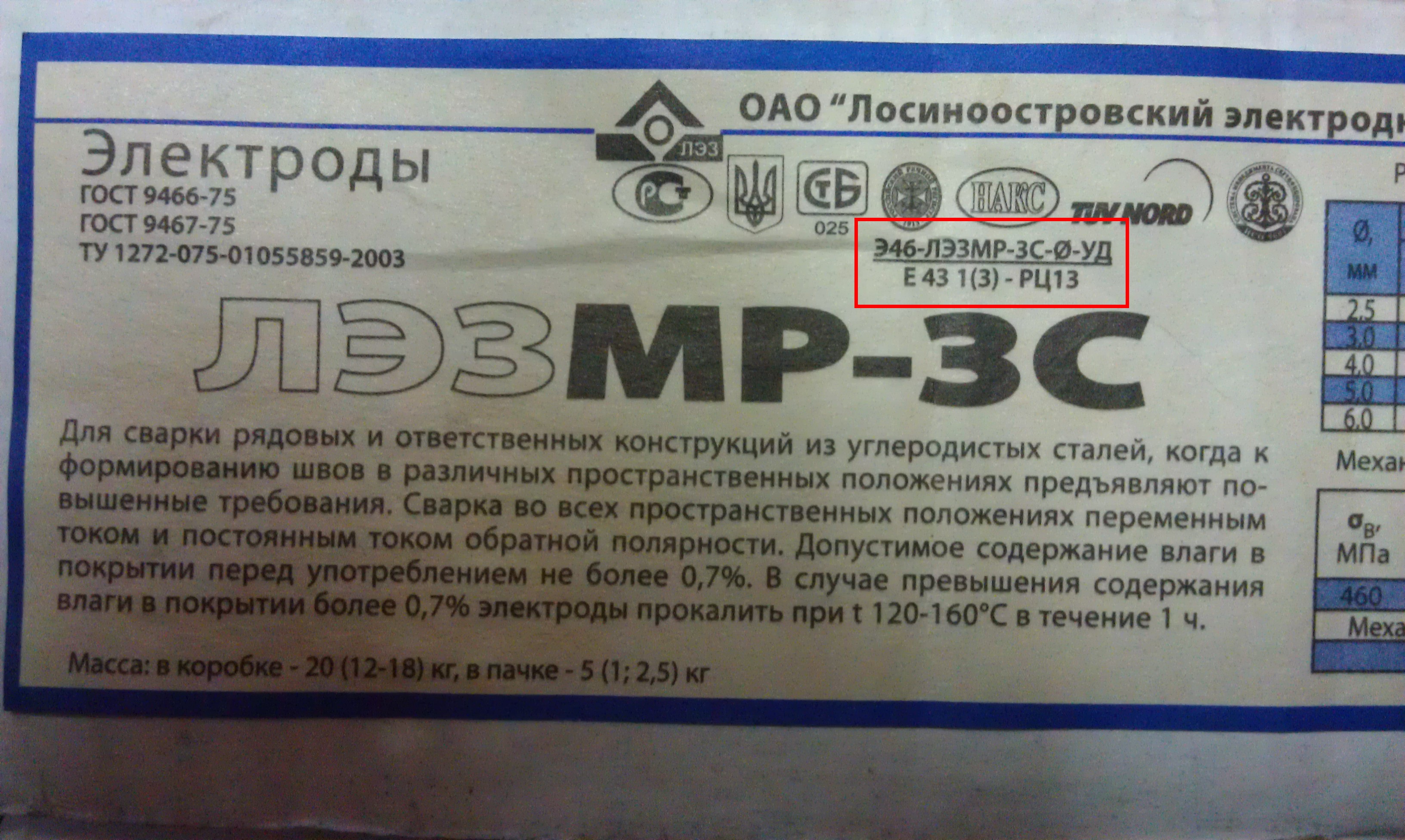
Для лучшего запоминания следует наглядно провести расшифровку электродов по обозначению. Для примера можно взять изделие с таким кодом:
Э46-ЛЭЗМР-3С-Ø-УД
Е 43 1 (3)-РЦ13
Раскладка установления свойств по маркировке:
 тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;
тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;- марка: ЛЭЗ — Лосиноостровский электродный завод, МР-3С — собственно и есть марка изделия, установленная изготовителем;
- диаметр указывается цифрой или значком Ø, что говорит о наличии таблички с размерами или о надписи в печати;
- назначение электрода и мощность его покрытия: У — сваривать углеродистую и низколегированную стали; Д — обмазка толстая;
- индекс Е 43 1 (3) указывает характеристики обрабатываемых металлов, значение определяют по ГОСТу 9467−75;
- вид покрытия — Р (рутиловое), Ц — целлюлозное;
- положение электрода при сварке — 1, значит, любое; 3 — рекомендуемый сварочный ток, его можно узнать из таблицы.
Сегодня имеется большой выбор изделий для соединения любых металлов посредством электрической дуги. Пользуясь маркировкой, всегда можно подобрать именно тот электрод, который нужен.
Originally posted 2018-04-18 12:19:22.